在路易斯安那州Graphic Packaging International (GPI)西门罗造纸厂的连续纸浆蒸煮器优化项目中,节约化学物质、提高蒸煮器产量以及更好的可运行性,从而达到创记录的生产。
该优化项目涉及Valmet和GPI之间的密切合作,目的是解决纸浆厂的高Kappa可变性和低于最佳平均Kappa的问题。Valmet与Valmet Kappa分析仪(Valmet Kappa Q)和Valmet蒸煮液分析仪(Valmet碱C)一起,为所有三个蒸煮器提供了利用模型预测控制(MPC)技术的高级过程控制(APC)包。
绩效协议导致了Kappa的持续发展。
在调试新测量后,Valmet连续烹饪优化器启动包括基础调试和现场操作人员培训。随后是过程稳定、数据和经验收集阶段,以确定和保持蒸煮器的最佳烹饪条件。工艺性能跟踪是远程进行的,根据需要由专家访问工厂。
由Valmet连续烹饪优化器提供的先进控制减少质量变异性并稳定过程,使其与基线相比更接近经济最佳。Valmet碱C分析仪根据SCAN-N 33:94实验室标准进行自动在线滴定,以确定蒸煮器中的碱剖面并优化烹饪化学添加,而在线Kappa测量提供准确的纸浆收率估算。通过加强对脱木质素和碱剖面的控制,该磨矿机可以在保持稳定的吹炼Kappa水平的同时提高纸浆收率。
碱/木比根据残碱测量值自动校正,并在白酒总流量中自动考虑白酒浓度的变化。通过Kappa反馈控制消除长期的过程干扰,如切片质量的变化,测量和控制蒸煮后纸浆中残余木质素的数量,产生一致的下游产品。
在先进的过程控制中,可以将蒸煮釜- A吹卡帕提高七个单元。

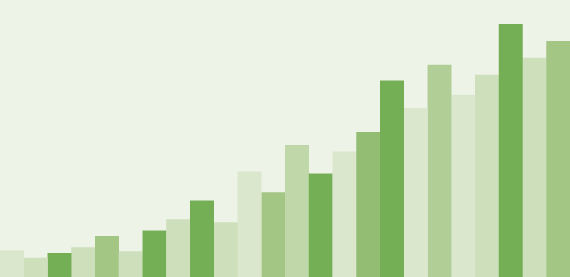
项目前Kappa可变性基线(12月17日,蓝色),过程优化项目后改进(12月18日,红色)。如柱状图(5月19日,绿色)所示,连续性能开发协议进一步改善了结果。
在自动控制中,有可能增加蒸馏水- a吹卡帕靶七个单位。这意味着纸浆产量和产量的提高,特别是当纸浆厂生产未经漂白的纸浆时。由于持续的应用程序性能管理(APM),实际项目结束后,结果继续改善。碱和Kappa的在线测量,结合复杂的优化控制,实现了Kappa和残余碱水平标准偏差的降低。

基于增加的Kappa目标,工厂可以证明20吨/天的增量,而不是6吨/天的项目目标。其他重要的节约还来自于更好的运行性能,自项目实施以来,该厂的产量创下了纪录。
本文基于Graphic Packaging International和Valmet为2019年10月28日在密苏里州圣路易斯举行的TAPPI同行会议准备的技术报告。
